


Эксплутация флексоформ
После доставки и до начала монтажа флексоформы должны пройти температурную акклиматизацию в печатном цехе. Для этого нужно освободить их от упаковки и дать отлежаться 40–60 минут. В это время можно произвести входной контроль флексоформ.
Если формы свёрнуты в рулон, после распаковки нужно дать им полежать для распрямления под собственным весом.
Формы, смонтированные на астралон, должны набрать температуру цеха в свёрнутом виде, чтобы не провоцировать образование «пузырей» под монтажной лентой
Если формы свёрнуты в рулон, после распаковки нужно дать им полежать для распрямления под собственным весом.
Формы, смонтированные на астралон, должны набрать температуру цеха в свёрнутом виде, чтобы не провоцировать образование «пузырей» под монтажной лентой
Акклиматизация
Печатные формы поставляются в упаковке из гофрокартона в плоском виде или в рулоне, проложенные защитной вспененной подложкой. Для защиты от намокания упаковка обёрнута в стрейч плёнку.
На упаковке приклеены стикеры с указанием названия заказов и количества форм.
При доставке заказов транспортной компанией необходимо заказывать обрешётку для исключения повреждения упаковки и продукции во время транспортировки
На упаковке приклеены стикеры с указанием названия заказов и количества форм.
При доставке заказов транспортной компанией необходимо заказывать обрешётку для исключения повреждения упаковки и продукции во время транспортировки
Транспортировка флексоформ
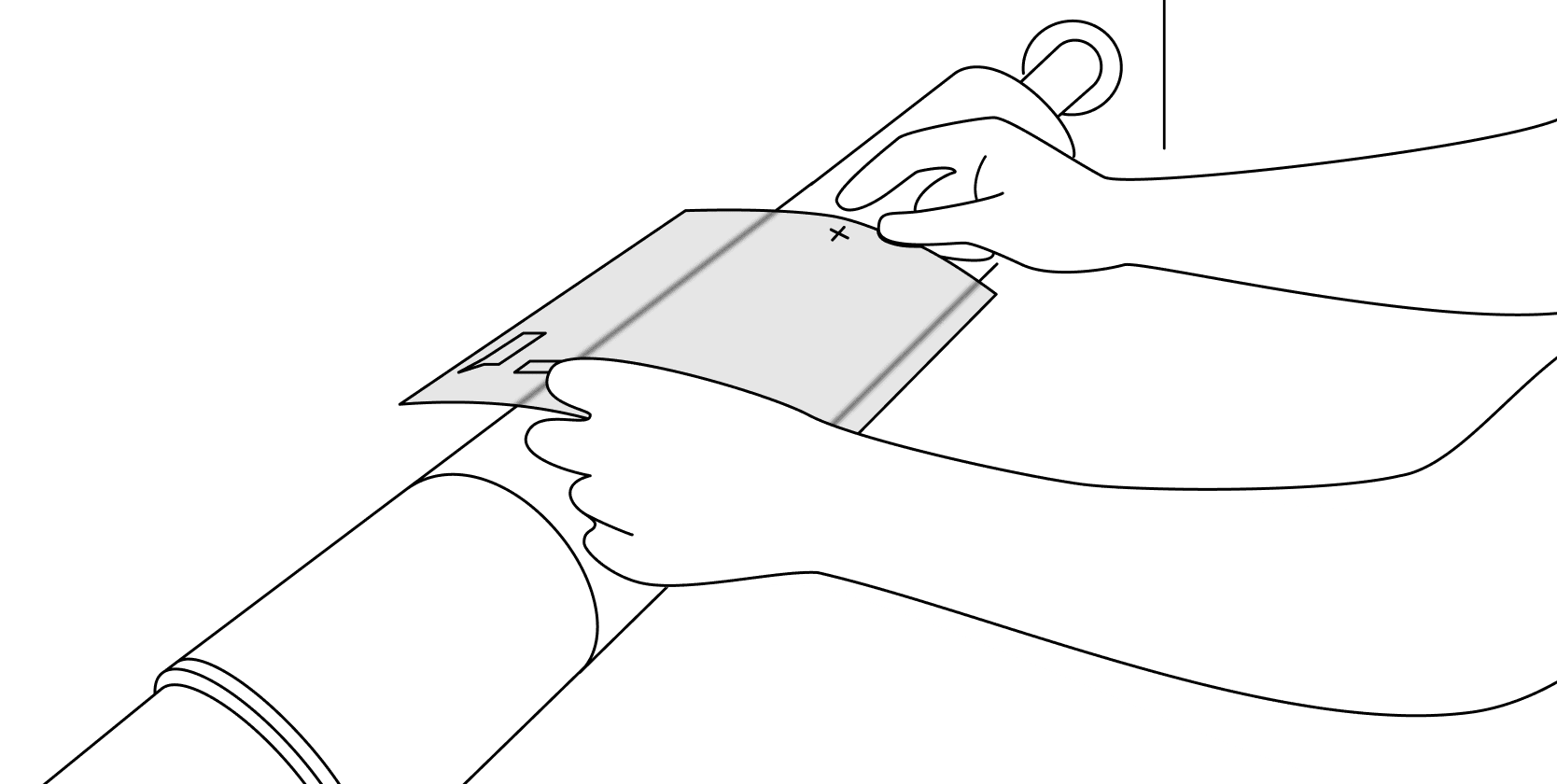
- Подрезание стыков флексоформ рекомендуется делать на твёрдой не пылящей поверхности, это может быть закалённое стекло или коврик для резки.
- В качестве направляющей используется металлическая линейка с прорезиненым основанием, чтобы исключить сдвиг направляющей во время подрезания.
- Режущий инструмент — канцелярский нож. Перед подрезанием необходимо проконтролировать остроту ножа.
- Флексоформу подрезают со стороны печатных элементов. Это делает рез более точным.
- При наличии стыковых печатных элементов линия реза должна проходить по углу трапеции печатного элемента, лезвие ножа должно быть наклонено под углом 30–45° внутрь, чтобы избежать нахлёст стыков при монтаже флексоформы.
Подрезка стыка флексоформ
Входную проверку печатных форм необходимо проводить для экономии времени и материалов при приладке тиража.
При проверке флексоформ нужно обращать внимание на повреждение печатных элементов, таких как: царапины, вмятины, заломы, отсутствие части печатного элемента.
Особое внимание необходимо обращать на штрих коды, фотометки и текстовую часть.
Проверка осуществляется на просмотровом столе под источником направленного света 5500–6500K. Наличие дефекта можно рассмотреть под углом наклона 30–60град и на просвет.
Дефект проявится в виде затемнённого участка, характерно отличимого от неповреждённого печатного элемента
При проверке флексоформ нужно обращать внимание на повреждение печатных элементов, таких как: царапины, вмятины, заломы, отсутствие части печатного элемента.
Особое внимание необходимо обращать на штрих коды, фотометки и текстовую часть.
Проверка осуществляется на просмотровом столе под источником направленного света 5500–6500K. Наличие дефекта можно рассмотреть под углом наклона 30–60град и на просвет.
Дефект проявится в виде затемнённого участка, характерно отличимого от неповреждённого печатного элемента
Входной контроль флексоформ
- При монтаже нужно контролировать отсутствие воздушных пузырей между формой и монтажной лентой. Небольшие пузыри можно выгнать роликом, при образовании больших пузырей форму рекомендуется переклеить.
- Особое внимание уделяется стыкам форм, они должны быть хорошо зафиксированы, чтобы края формы не раскрывались при печати.
- Крайние приводные элементы необходимо использовать для контроля наклейки формы. При правильной наклейке крайние элементы совпадают на стыке формы.
- Пробельные элементы на стыках и по краям формы следует зафиксировать бандажной лентой.
- Контролируем, чтобы стык формы не попадал на стык монтажной ленты. Это может привезти к попаданию краски под монтажную ленту и отклеиванию формы во время печати
- Монтаж флексоформ на формный вал рекомендуется производить на монтажной установке с использованием специализированной монтажной ленты Biesssa, Tesa, 3M и т.д.
- Перед монтажом подложку печатной формы необходимо протереть этилацетатом. Обезжиривание полиэфирного слоя увеличивает адгезию формы к монтажной ленте.
- Монтаж печатных форм на формный вал рекомендуется производить от центральных приводных элементов по осевой линии формного вала, это уменьшает погрешность при наклейке.
- При фиксации центральных приводных элементов на валу оставляют свободный зазор 10–20 мм, остальную часть вала с монтажной лентой накрывают защитной плёнкой для удобства позиционирования формы.
- Форму прижимают к монтажной ленте монтажным роликом или с усилием заглаживают рукой
Монтаж флексоформ
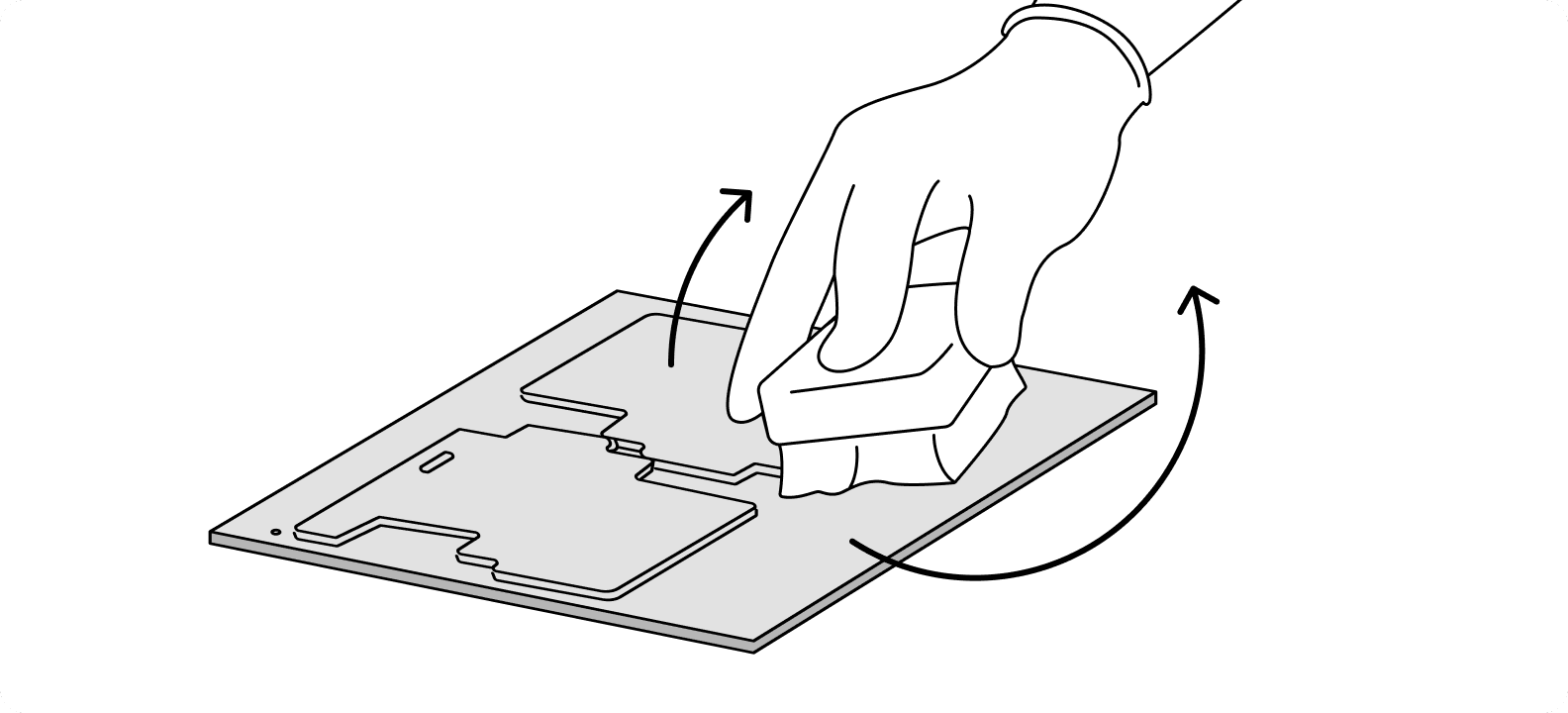
Снятие печатной формы с формного вала требует аккуратности и терпения.
- Снимаем бандажную ленту, при условии её наличия на стыке формы или на краях клише.
- Поддеваем угол формы и аккуратно раскрываем стык формы, отделяя его от монтажной ленты.
- Дальнейший демонтаж желательно выполнять за точки контакта с формой, равноудалённые как друг от друга, так и от краёв формы.
- В районе стыка монтажной ленты отклеиваем форму от краёв к центру во избежание отделения монтажной ленты от формного вала.
- Растворитель уменьшает клейкие свойства поверхности монтажной ленты и, в случае чрезмерной адгезии печатной формы к монтажной ленте, его применение позволит сэкономить время и физические силы.
Демонтаж флексоформы после печати
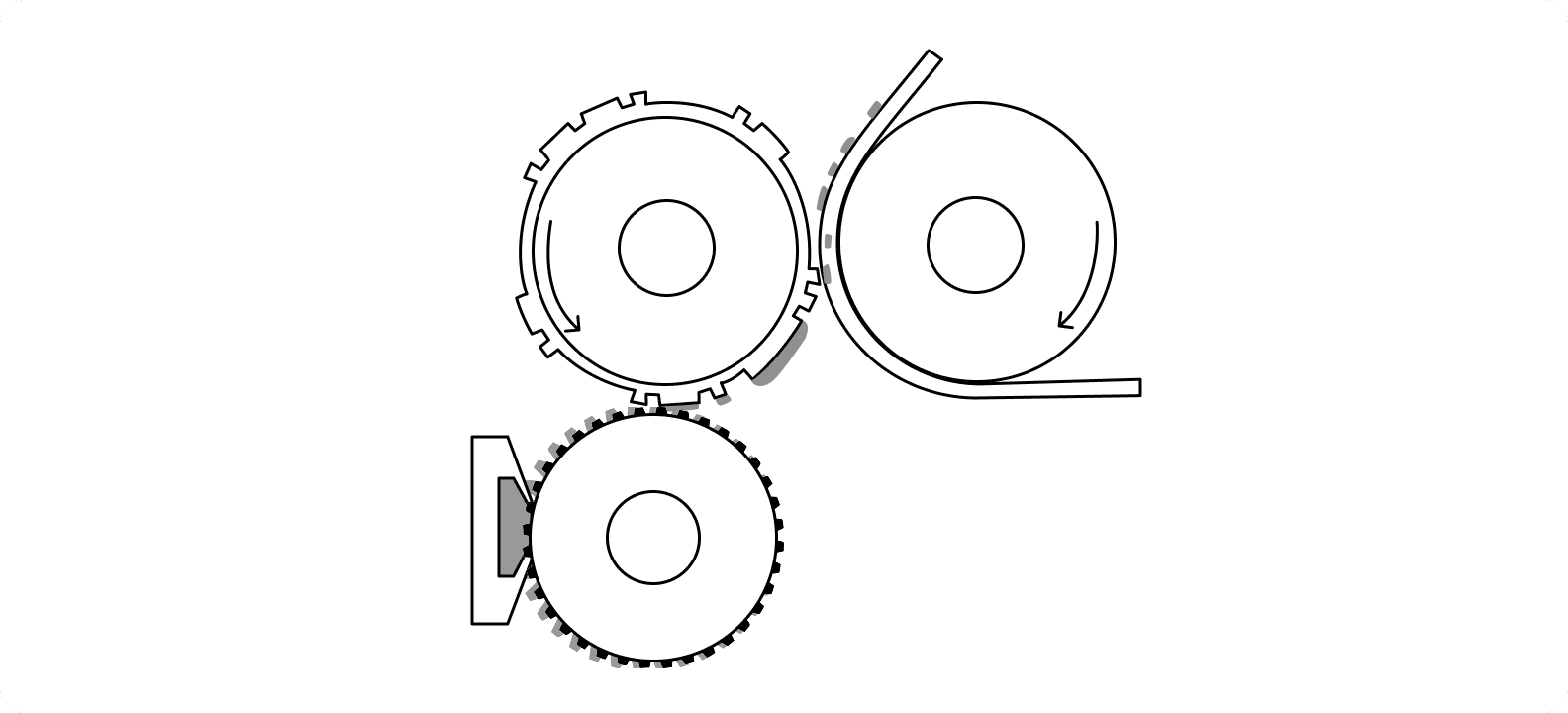
При запуске печати нужно контролировать распределение давления между парами Анилокс — Форма и Форма — Печатный вал.
- Анилокс должен минимально прижиматься к форме, давление должно быть равномерно распределено по всему формному валу. Это продлит срок службы печатной формы.
- Натиск формы на печатный вал должен быть минимальным и достаточным для полной пропечатки изображения.
- При набухании формы во время печати тиража натиск рекомендуется регулировать.
- Большинство флексоформ не рекомендуется длительно использовать в контакте с агрессивными растворителями, так этилацетата в краске должно быть не более 15%, содержание кетона не выше 5%. Превышение ведёт к чрезмерному набуханию и хрупкости печатных элементов.
Эксплуатация флексоформ во время печати
Использованные печатные формы можно хранить в течение длительного времени, а затем вновь использовать. Их нужно хранить либо на формном валу, либо в плоско-горизонтальном положении.
В обоих случаях необходимо придерживаться следующих правил:
В обоих случаях необходимо придерживаться следующих правил:
- Перед тем, как убрать печатные формы на хранение, их нужно почистить и высушить, потому что оставшиеся на форме остатки от используемых средств для чистки могут проникнуть вглубь формы и изменить её физико-химические свойства (твёрдость, эластичность и т.д.).
- Формы должны храниться в прохладном тёмном помещении при температуре воздуха от 15°С до 30°С и влажности не более 55–60%.
- Во время хранения нужно избегать попадания на формы прямого солнечного света, ультрафиолетового излучения, а также продолжительного воздействия белого света (флюоресцентные лампы или лампы дневного света).
- Кислород, особенно в сочетании со светом, приводит к хрупкости и выцветанию печатных форм. Образующийся вблизи экструдеров озон также достаточно быстро разрушает печатные формы, поскольку они не обладают высокой стойкостью к нему. Поэтому печатные формы должны храниться в коробках, крафт-бумаге или в чёрных полиэтиленовых мешках.
- Формные валы с закреплёнными на них печатными формами должны быть завёрнуты в непрозрачную полиэтиленовую плёнку или алюминиевую фольгу и уложены в специальные ложементы.
- Печатные формы не следует подвергать воздействию высокого давления или неравномерным нагрузкам в течение длительного времени.
Хранение печатных форм
Тщательная чистка печатных форм повышает качество получаемой продукции и обеспечивает длительный срок их службы, а также их длительное хранение.
- Чистка флексоформ производится сразу после демонтажа, пока краска не успела засохнуть на печатных элементах.
- Воспользуйтесь специальными щётками с натуральной щетиной, микрофиброй и кисточкой для более глубокого удаления краски с печатного элемента.
- При использовании печатной краски на спиртовой основе не рекомендуется использовать агрессивные растворители такие как ацетон, сложные эфиры, бензол этилацетат, кетон, чтобы избежать разрушения форм. Используйте спирт, который содержит не более 15% этил ацетата в составе.
- При использовании печатных красок на водной основе рекомендуется чистить клише водой с добавлением небольшого количества смывки для чистки печатных форм.
- Растровые участки и выворотки изображения следует продуть сжатым воздухом для предотвращения осаждения извести.
- После чистки необходимо дать формам отлежаться для полного высыхания 1,5 - 2 часа
Чистка флексоформ
